當刀具要到達的位置被指令時,CNC移動刀具到該位置。
刀具要到達的位置,在座標系中,以座標值表現。
座標值由每個程式軸的成分組成。
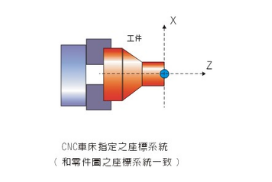
使用右手座標系統,通常主軸方向為Z軸.
在CNC車床座標設定通常有兩種方式,如下面所示:
1.座標零點設定在夾頭面
2.座標零點設定在工件端面
CNC車床 座標系 的設定
(A) 設定 工件座標系Z軸零點 WORK SHIFT(基準刀) 記憶器的Z值
用基準刀,在手動操作下,沿端面切削工件,約10MM左右.
僅在X方向退回刀具,不可移動Z軸。停止主軸。
按[OFFSET]出現補正畫面。
按[PageDown][翻頁]直到出現工件平移座標 WORK SHIFT
按 MZ0 [INPUT] ,(將工件端面設定為Z軸零點)
螢幕將顯示工件座標系,在機械原點位置的Z軸座標值,例如: Z358.15
(B) 設定 工件座標系X軸零點 記憶器的X值
方式1. (以主軸中心為基準 設定零點)
查詢機器設定說明書.
內孔刀座中心點,由機械原點到主軸中心線的距離. (可用中心鑽檢驗)
將其值打入工件座標X軸.
例如是220MM, 按X220.[INPUT],此值將設定工件座標系記憶器的X值.
螢幕將顯示工件座標系,在機械原點位置的X軸Z軸座標值為 X220.
工件座標系零點 ( X0 , Z0 ) 即設定完成. Z358.15
方式2. (以基準刀為基準 設定零點)
用手動操作,沿外徑切削工件。
不可移動X軸,僅在Z軸方向退回刀具。停止主軸。
測量切削後的外徑,例如是Φ50.3
按MX50.3 [INPUT],此值將設定基準刀記憶器的X值.
螢幕將顯示相對於基準刀X軸座標值,例如: X220.5
基準刀即設定完成.
(C)調整設定 工件座標系 記憶器的Z值
當工件座標零點要調整時, 必須設定工件座標系記憶器的Z值
1.用增量座標W值輸入
2.例如: W0.2 [INPUT] , 工件長度將減少0.2MM
3.工件座標系零點將向左修正0.2MM ,亦即向負(-)方向修正0.2MM
註: 工件座標系Z軸補正調整值與一般補正值W正負號相反.
直徑值指定和半徑值指定
X軸的尺寸能夠以直徑值或半徑值指令。
直徑指定或半徑指定依機器狀況事先決定。
直徑值指定
一般工件的外徑及內徑用直徑值指定
在直徑指定,指定直徑值(示於圖上)為X軸的值。
半徑值指定
一般工件的切槽深度及車牙深度及內外徑切削循環的切削深度用半徑值指定
在半徑指定,指定從工件中心算起的距離。即半徑值為X軸的值。